
解决方案—一体化、轻量化
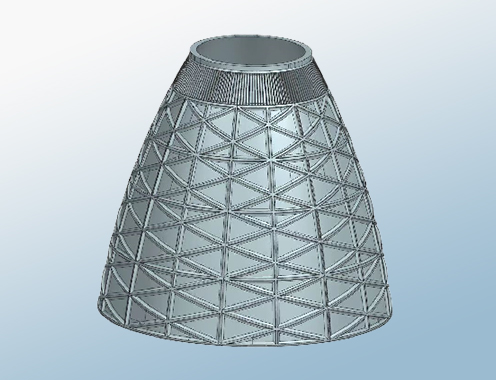
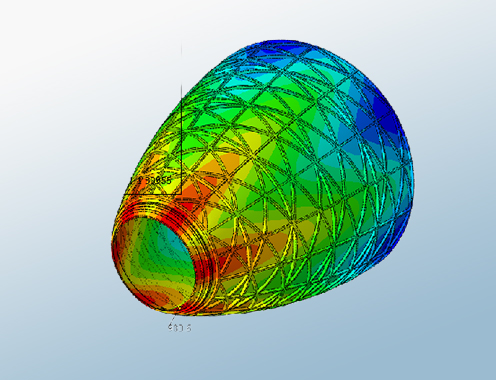
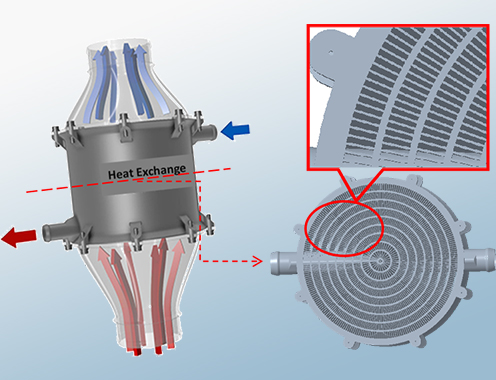
结构优化设计(散热器、再生冷却结构推力室等)
● 基于已知的设计空间确定刚度最大、质量最小或者体积最小等优化目标
● 通过计算材料内最佳的传力路径、优化单元密度确定可以挖除的材料,从而获得结构设定区域内最佳的材料分布
● 通过3D软件、有限元软件设计优化零件的结构,自主设计中空点阵、蜂窝或微通道结构
● 实现结构减重40%以上,散热效率提升50%以上
● 优化设计后的结构相对于传统加工方式的焊接,极大地提高了产品的稳定性
以航天高质量要求为标准,采用金属增材技术,实现航天产品高精度、轻量化、复杂形状构件的制造。 设备可成形钛合金、铝合金、不锈钢、高温合金等多种金属材料,拥有打印设备40余台,成型尺寸从300台面~1550台面。
适用材料:铝合金/不锈钢/钛合金/高温合金等

EP-M300

EP-M400

EP-M450

EP-M650

EP-M650*1200*1500

EP-M825
EP-M1250
适用材料:铜/铜合金/高反材料等
XH-350G
XH-660G

APM-400A防爆筛分机

DZF-6050真空烘箱

自动清粉机
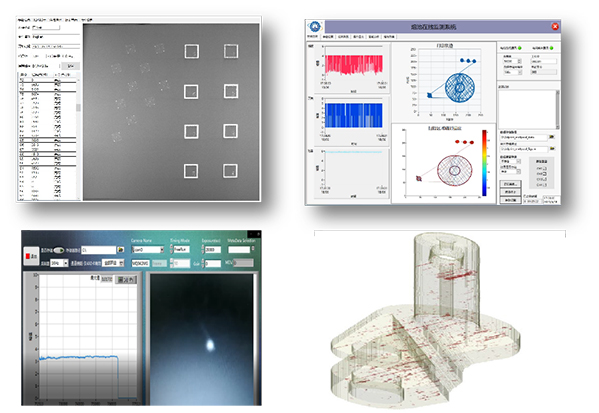
构建针对下一代液体发动机的全尺寸构件和全工艺流程的激光增材制造工艺仿真、监测、反馈及工艺优化数据库
工艺优点:
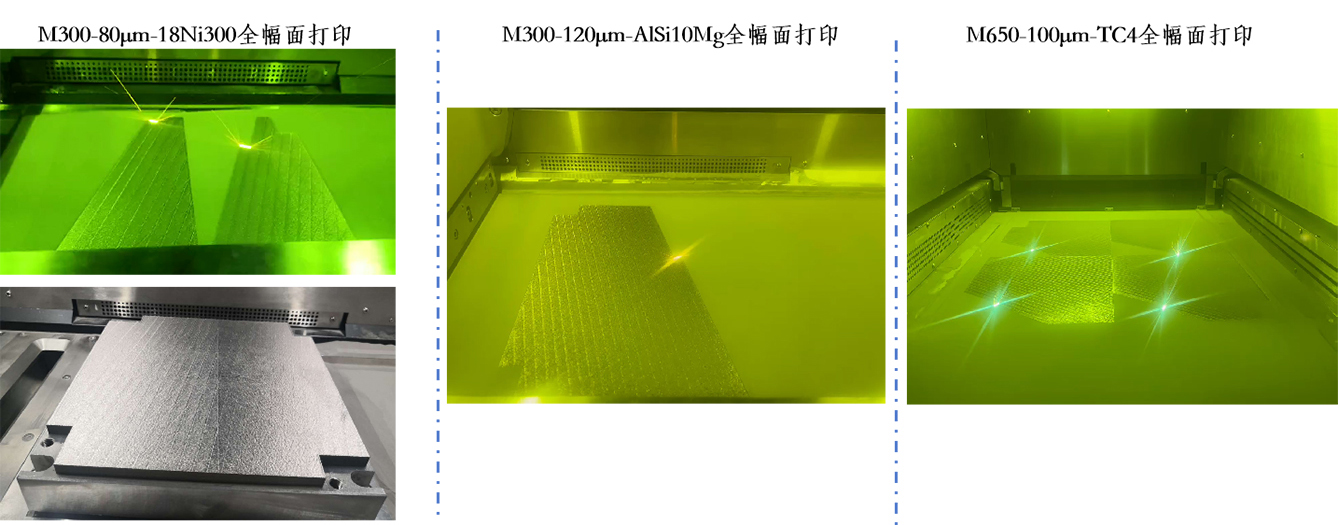
(1)小层厚工艺(25~30μm)微小流道复杂构件,实现很高的尺寸精度及很好的表面粗糙度
(代表产品:商业固体火箭轨姿控发动机 推力室身部等)
(2)中层厚工艺(50~60μm)复杂全尺寸构件,兼顾质量、效率、成本(代表产品:商业卫星霍尔电推储控模块等)
(3)大层厚工艺(80~120μm)大尺寸构件毛坯、低成本、高效率
(代表产品:商业火箭液体发动机 甲烷集合器等)
|
工艺可选层厚 (μm) |
钛合金 TC4 |
不锈钢 316L |
高温合金 GH4169 |
铝合金 AlSi10Mg |
|
25 |
30 |
30 |
30 | |
|
30 |
50 |
50 |
50 | |
|
50 |
80 |
60 |
60 | |
|
60 |
120 |
80 |
80 |
结构优化设计(散热器、再生冷却结构推力室等)
● 基于已知的设计空间确定刚度最大、质量最小或者体积最小等优化目标
● 通过计算材料内最佳的传力路径、优化单元密度确定可以挖除的材料,从而获得结构设定区域内最佳的材料分布
● 通过3D软件、有限元软件设计优化零件的结构,自主设计中空点阵、蜂窝或微通道结构
● 实现结构减重40%以上,散热效率提升50%以上
● 优化设计后的结构相对于传统加工方式的焊接,极大地提高了产品的稳定性
| 金属材料名称 | 316L不锈钢 | AlSi10Mg铝合金 | TC4钛合金 | IN718镍基高温合金 |
|---|---|---|---|---|
| 极限抗拉强度 | 620±50MPa |
345±10MPa(XY) 350±10MPa(Z) |
1050±20MPa | 1400±100MPa |
| 屈服强度 | 560±50MPa |
230±15MPa(XY) 230±15MPa (Z) |
1000±20MPa | 1150±100MPa |
| 硬度 | 85HRB | -- | -- | 47HRC |
| 断裂拉伸率 | 36±4% |
12±2% (XY) 11±2% (Z) |
14±1% (XY) 15±1% (XY) |
15±3% |
| 成型精度 |
小零件:±50μm 大零件:±0.2% |
±100μm | ±100μm |
小零件:±60μm 大零件:±0.2% |
| 应用方向 | 液体火箭大喷管等 | 需要氧环境的发动机泵轮,蜗壳等 | 卫星电推气瓶及火箭推力室身部等 | 发动机结构件、集合环、针栓筒、密封元件等 |
* 以上材料物性,为“热处理态”金属增材工件的测试数值。
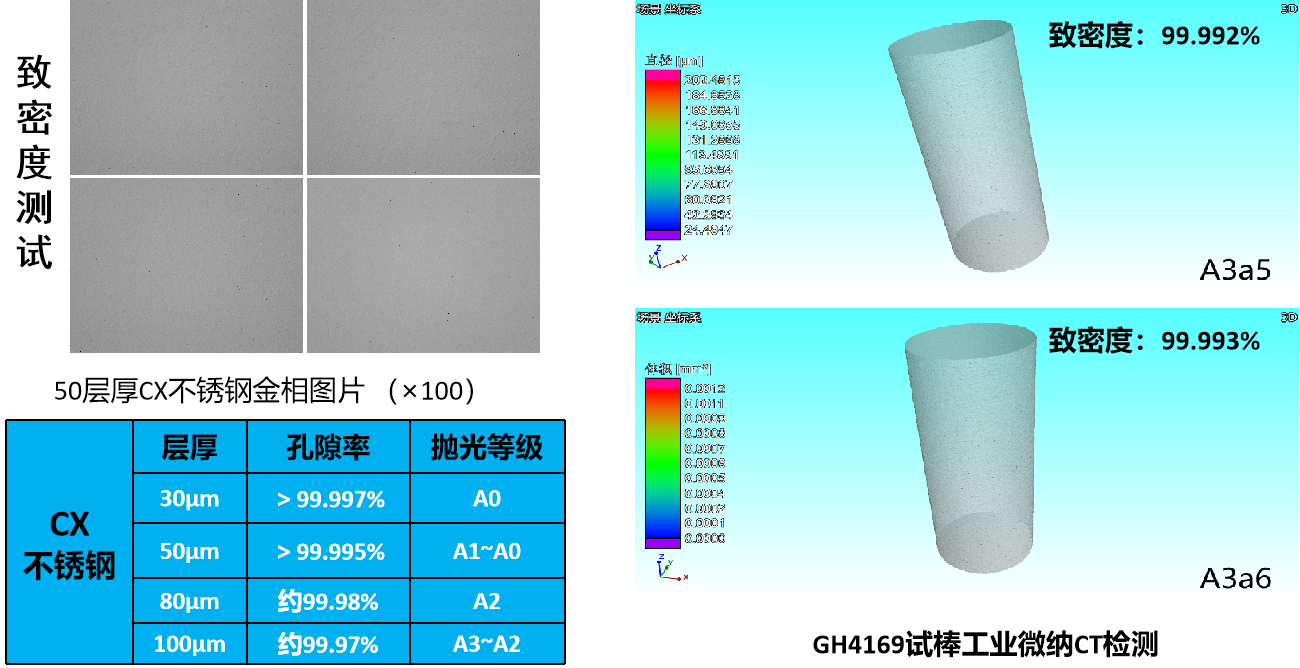
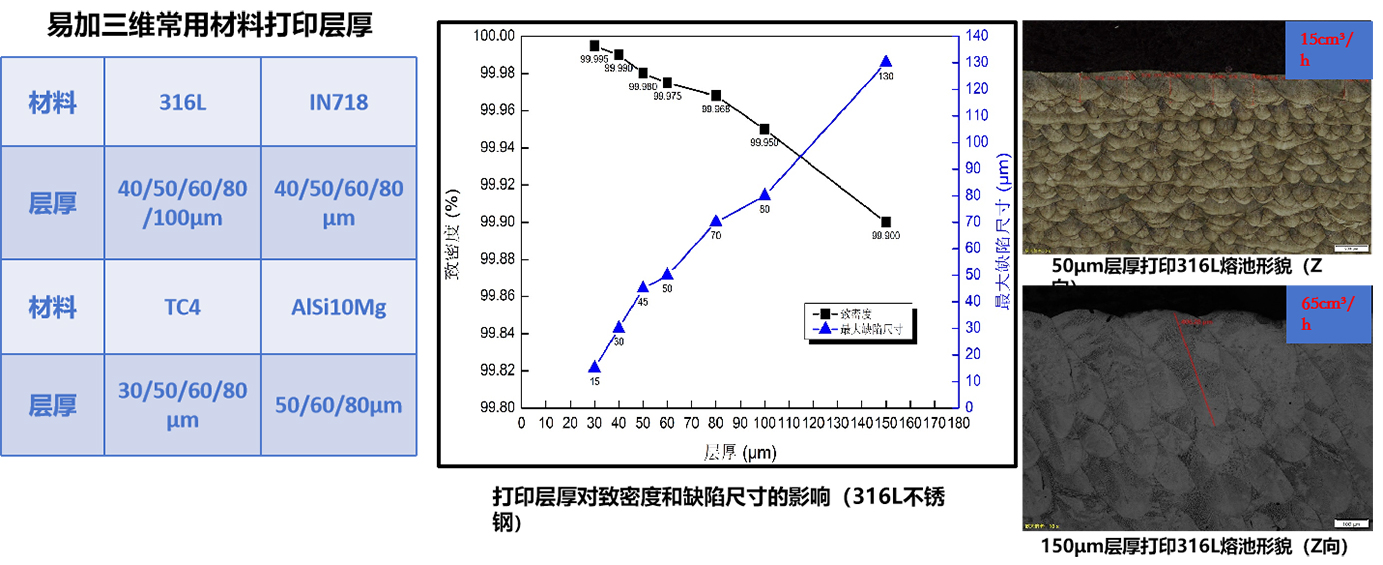
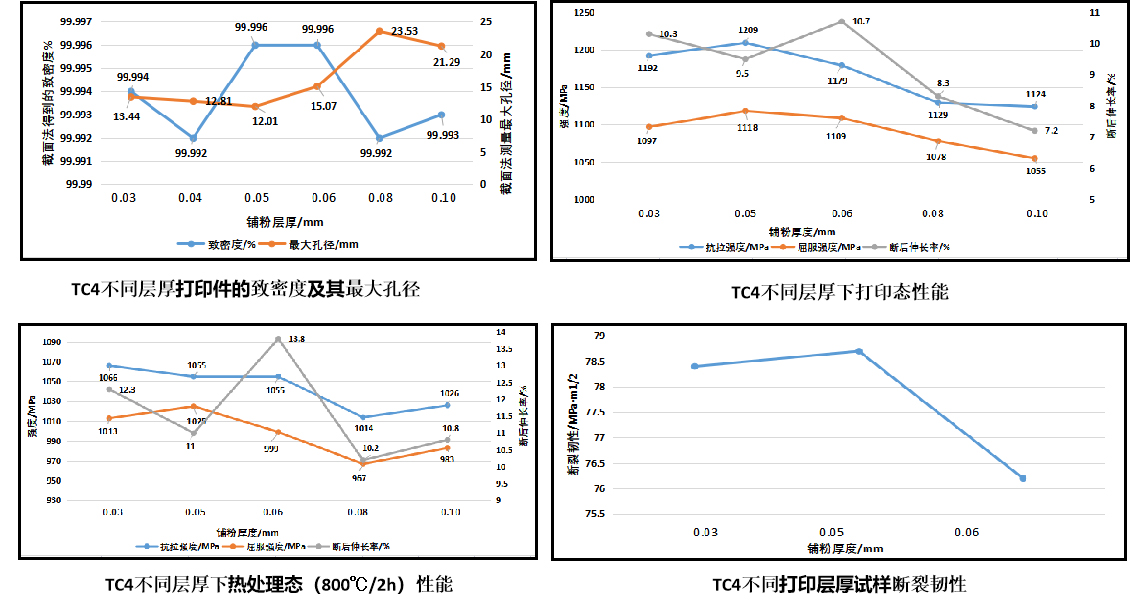
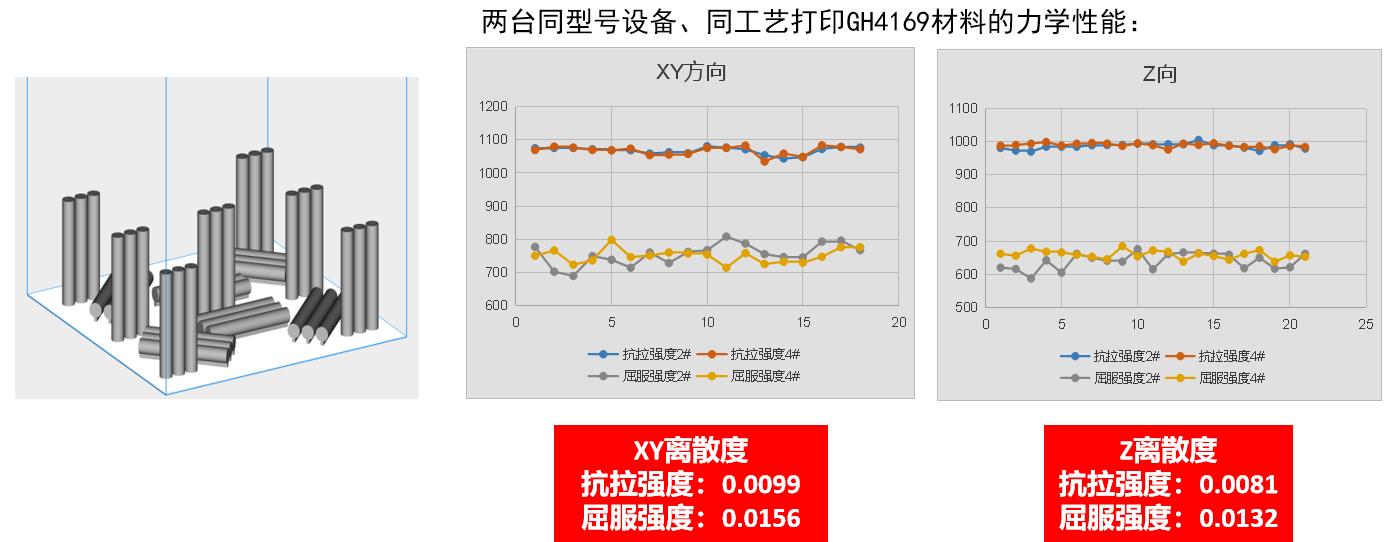
以TC4为例,通过对光束质量、气流场,打印参数、扫描策略的优化,30-100μm层厚均可实现99.98%以上的致密度。
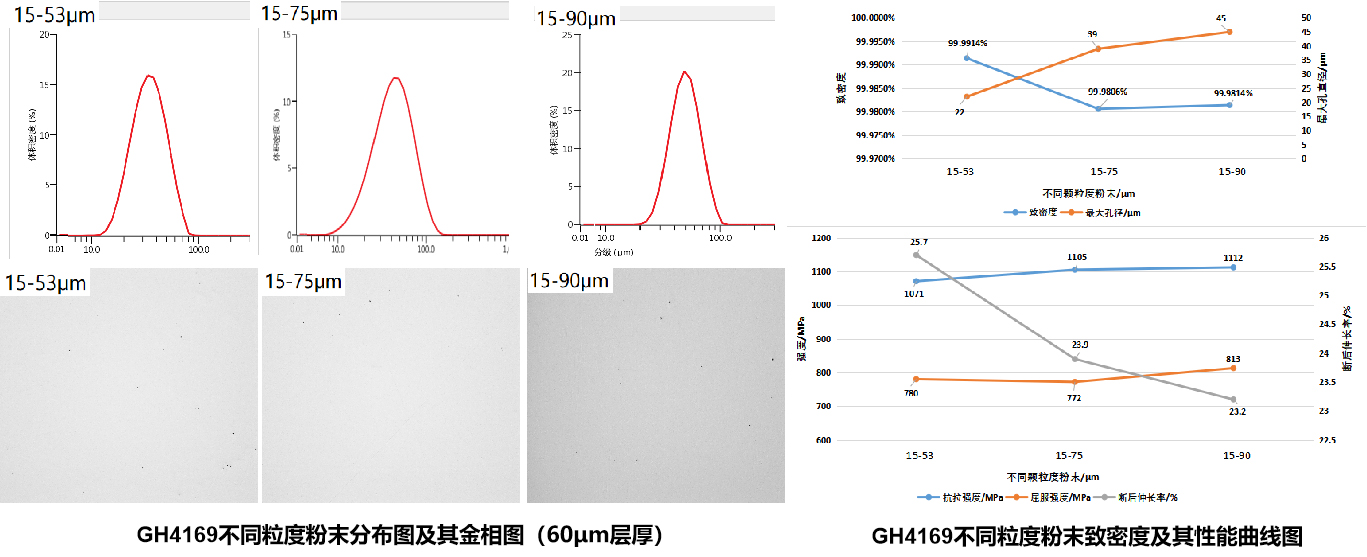
在保证打印质量和性能的前提下,通过增大粉末颗粒度分布区间可以降低打印成本。
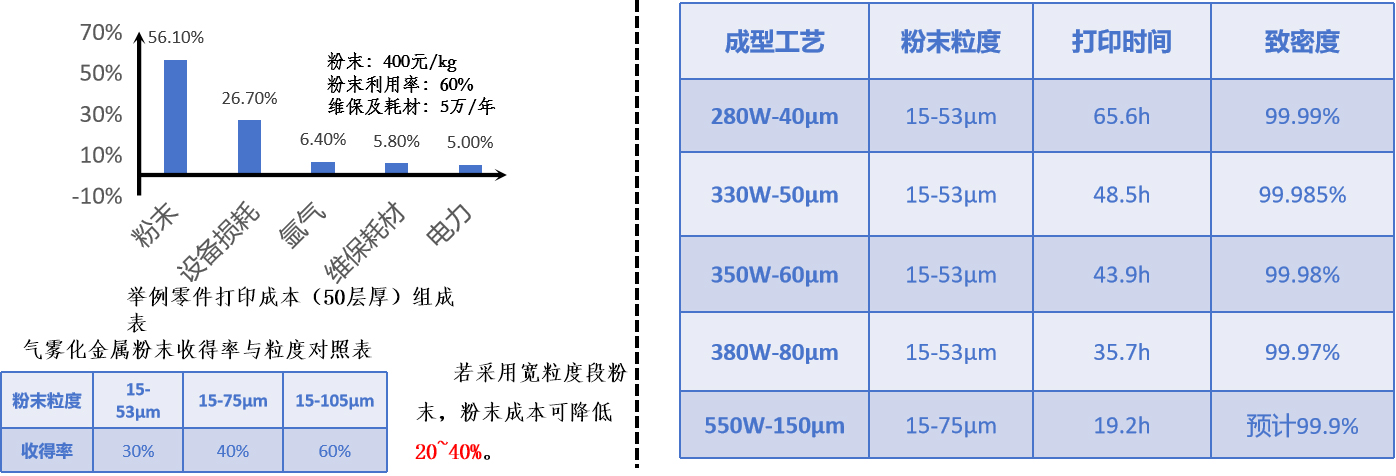
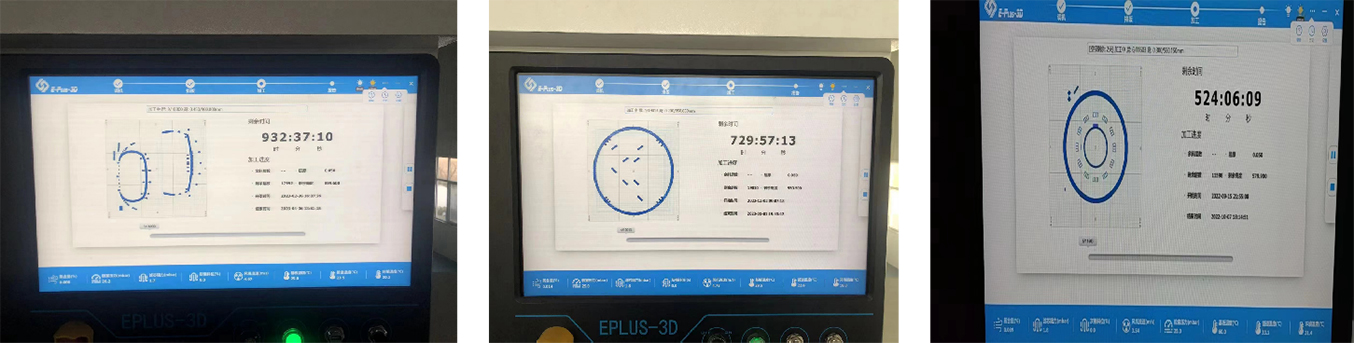
大层厚的应用将带来成本的大幅降低,以M260单激光为例,若打印一个Φ100×100高的GH4169实体零件(净重6.4kg), 直接打印成本(主要有:粉末、设备损耗、电力、氩气、维保及耗材)如下:



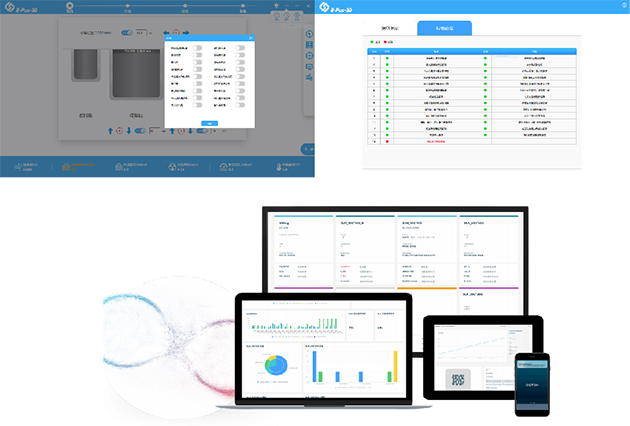
控制软件
操作便捷,傻瓜式“一键打印”
粉末需求智能计算;
智能状态监控;
报警信息实时反馈;
加工报告自动记录加工状态。
物联网智能工厂
中央面板实时监控;
数据材料分析,产能报告,随时查询产能度量参数,如:生产综合效率、产量、合格率、设备使用率和材料估计用量等。
视频监控(高清工业相机)
过程监控系统功能
粉末床监控模块
熔池辐射强度监控模块
熔池形貌监控模块
激光功率监测模块
版权所有·江苏仰望航天设备科技有限公司 苏ICP备2025167580号
